Alüminyum enjeksiyon döküm, maliyet etkili, yüksek hassasiyetli ve çok yönlü bir döküm tekniğidir. Bu teknikte, alüminyum alaşımı sıcak döküm kalıplarına enjekte edilir. Faydaları arasında: Yüksek
Devamı
Yüksek basınçlı alüminyum döküm, çeşitli tasarımlar ve boyutlardaki parçalar için kullanılabilir. Özellikle, yüksek hassasiyetli, kompleks şekillerde ve önemli yükler taşıyan parçalar için idealdir. A
Devamı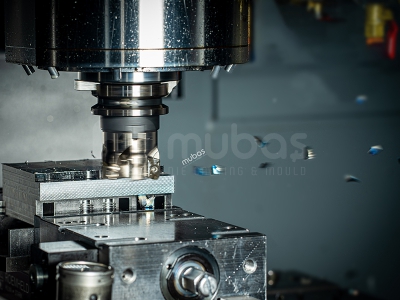
Metal enjeksiyon kalıbı imalatı, birçok aşamadan oluşur. Genel olarak, aşağıdakiler gibi adımlar izlenir: Tasarım: Enjeksiyon kalıbının tasarımı, parçanın şekline, boyutlarına ve özelliklerine göre
Devamı
Alüminyum dökümde kalıp, döküm ve işlemenin aynı yerde yapılması, üretim sürecini hızlandırır ve maliyetleri azaltır. Aynı yerde kalıp, döküm ve işlemenin faydaları arasında: Zaman verimliliği: Kal
Devamı
Yüksek basınçlı alüminyum enjeksiyon döküm, otomotiv sektöründe geniş bir yelpazede parça üretimine olanak tanır. Özellikle, aşağıdakiler gibi parçalar yüksek basınçlı alüminyum döküm ile üretilebilir
Devamı
Aydınlatma sektöründe çok çeşitli parçalar üretmek için yüksek basınçlı alüminyum enjeksiyon döküm kullanılabilir. Yüksek basınçlı alüminyum enjeksiyon döküm kullanılarak dökülebilen bazı parçalar şun
Devamı
Yüksek basınçlı alüminyum enjeksiyon döküm, makine sektöründe geniş bir parça yelpazesi üretmek için kullanılabilir. Yüksek basınçlı alüminyum enjeksiyon döküm kullanılarak dökülebilen bazı parçalar ş
Devamı
Yüksek basınçlı alüminyum enjeksiyon döküm, redüktör sektöründe çok çeşitli parçalar üretmek için kullanılabilir. Yüksek basınçlı alüminyum enjeksiyon döküm kullanılarak dökülebilen bazı parçalar şunl
Devamı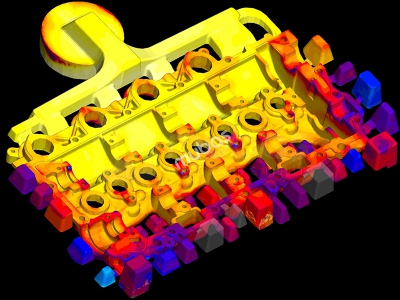
Alüminyum enjeksiyon döküm araştırma ve geliştirme (Ar-Ge) ve tasarımı, aşağıdakileri içeren çeşitli aşamaları içerir: Konsept geliştirme: Ar-Ge ve tasarımın ilk aşaması, alüminyum döküm için konse
Devamı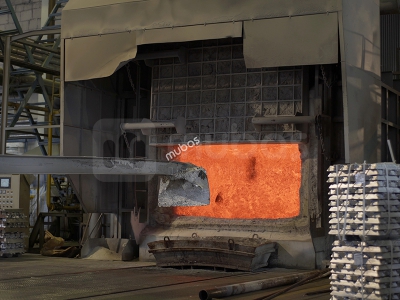
Alüminyum enjeksiyon döküm eritme tesisi, enjeksiyon döküm işleminde kullanılmak üzere alüminyum alaşımını eritmek ve işlemek için kullanılan bir tesistir. Tesis tipik olarak aşağıdaki ana bileşenleri
Devamı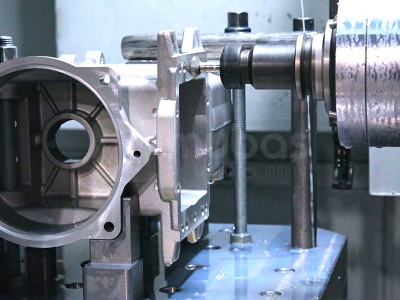
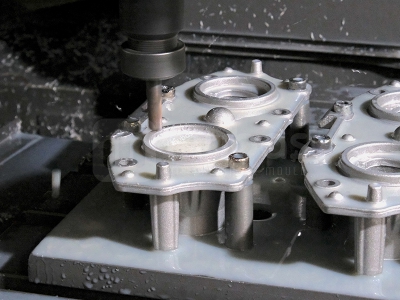
CNC (bilgisayarlı sayısal kontrol) işleme, alüminyum dökümlerden hassas ve doğru parçalar üretmek için kullanılan bir işlemdir. İşlem, istenen şekli ve toleransı elde etmek için alüminyum dökümden mal
Devamı
Yüzey işleme, alüminyum enjeksiyon parçalarının görünümünü, dayanıklılığını ve performansını iyileştirmek için kullanılan bir işlemdir. Alüminyum enjeksiyon parçaları için en yaygın yüzey işlemlerinde
Devamı
Basınçlı Dökümün Tarihi Basınçlı döküm 1849 da Sturges, 1852’de Barr, 1856’ da Pelize, 1877 de Dusenbury vb. kimseler elle çalışan makinelerin patentlerini aldılar. Bunu Ottmar Mergenthaler’in “Lin
Devamı
Alüminyum Yüksek Basınç-Alüminyum Enjeksiyon Döküm Yöntemi Alüminyum yüksek basınç - alüminyum enjeksiyon döküm yöntemi ergimiş alüminyum hammaddenin çok yüksek basınç altında metalden yapılmış b
Devamı
Kalıp Nedir? Günlük olarak kullanılan: kalem, cep telefonu, televizyon, otomobil gibi veya endüstriyel olarak kullanılan: ambalaj, aparat, makine parçası gibi içeriğinde metal veya plastik madde bulu
Devamı